Zlecenie produkcyjne
Zlecenie produkcyjne
Zlecenie produkcyjne - zmiana zlecenia
Zlecenia produkcyjne do systemu wprowadzono z dwu powodów:
Maszyny mogą pracować z różnymi nastawami - raz cykl może trwać 12 sekund a innym razem 38 sekund - aby właściwie ocenić efektywny czas pracy program musi wiedzieć jakie są aktualne parametry. Zlecenie pozwala nam "dostroić" program do aktualnych parametrów.
Drugi powód to właściwa ocena pracy maszyny i personelu.
Praca maszyny powinna być oceniana w kontekście czegoś co ma początek, środek i koniec. Jest to szczególnie istotne w kontekście maszyn których przezbrajanie jest pracochłonne - jeśli przyjmiemy za podstawę zmianę roboczą to się może okazać że niewłaściwie ocenimy dwa różne zespoły ludzkie - wyjdzie nam że maszyna rano pracowała efektywnie ponad siedem godzin a po południu tylko 3. Wcale to jednak nie oznacza że po południu źle pracowano - mogła być w tym czasie długotrwała zmiana osprzętu maszyny.
Analizując zlecenie wiemy ile czasu na co poświecono i jakie były straty i możemy to umieścić we właściwym kontekście.
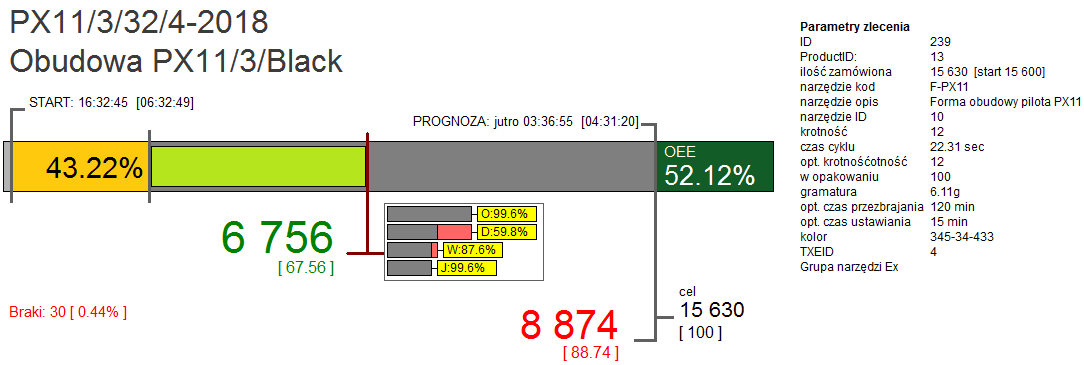
Wykres realizacji zlecenia:
Zestawienie zleceń
Analiza zlecenia
W każdej chwili możemy przeanalizować zlecenie pod kontem czasu jego dalszej realizacji oraz wpływu korekt parametrów. Można też przeprowadzić symulację jaki wpływ na czas realizacji może mieć zmiana ilości zamówionej, krotności lub czasu cyklu.
Narzędzia
Przez narzędzie rozumiemy wymienny osprzęt maszyny taki jak formy wtryskowe, wykrojniki etc.
W definicji narzędzia ( kartoteka narzędzi ) definiujemy jego parametry:
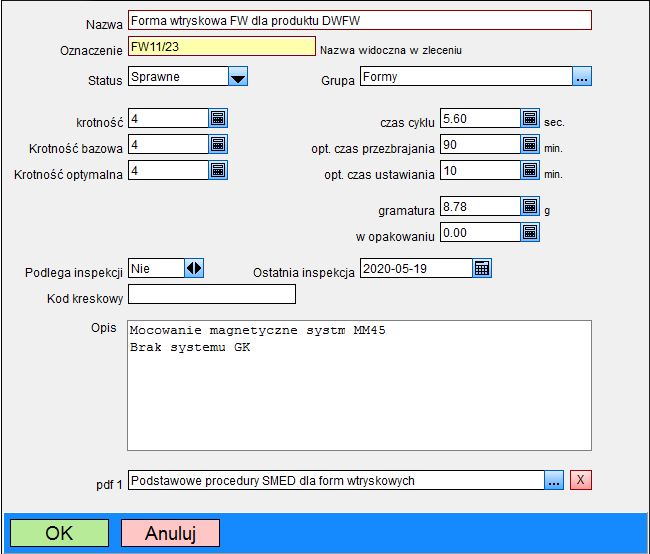
Możemy też dodać 2 zdjęcia.
Narzędzie przypisujemy do maszyny poprzez zlecenie produkcyjne którego jest ono parametrem.
Przy tworzeniu produktu / zlecenia możemy użyć parametry takie jak krotność, czas cyklu etc z jego definicji.
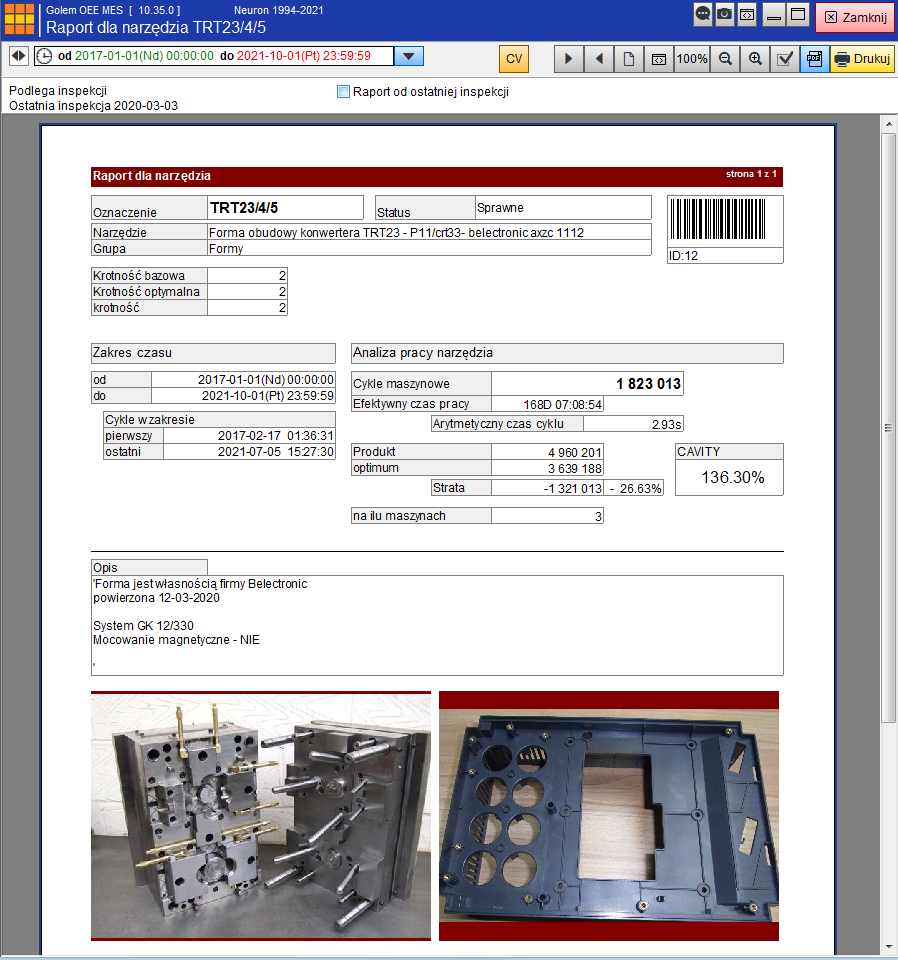
Poza wiedzą o aktualnym narzędziu system jest w stanie przygotować raport dla narzędzia, szczególnie istotny w sytuacji gdy zostało ono nam powierzone przez klienta:
Narzędzia eksploatacyjne
Narzędzia eksploatacyjne
Podsystem narzędzi eksploatacyjnych stworzony został głównie z myślą o narzędziach używanych przez maszyny CNC takich jak frezy, wiertła, noże tokarskie czy podobne, a konkretnie o rejestrowaniu dwu rodzajów zdarzeń:
- wymiany narzędzi które się szybko zużywają ( np. w procesie obróbki elementu wielkogabarytowego albo stali o dużej twardości zużywamy kilka narzędzi w ramach jednego zlecenia/operacji)
- wymiany narzędzi które w danym momencie zostały uszkodzone lub się zużyły w sposób nieplanowany i nie wrócą już do „obiegu”
Informacja o zużyciu narzędzia uzupełniana jest informacją o tym kto dokonał wymiany, kiedy, na jakiej maszynie
i podczas jakiego zlecenia.
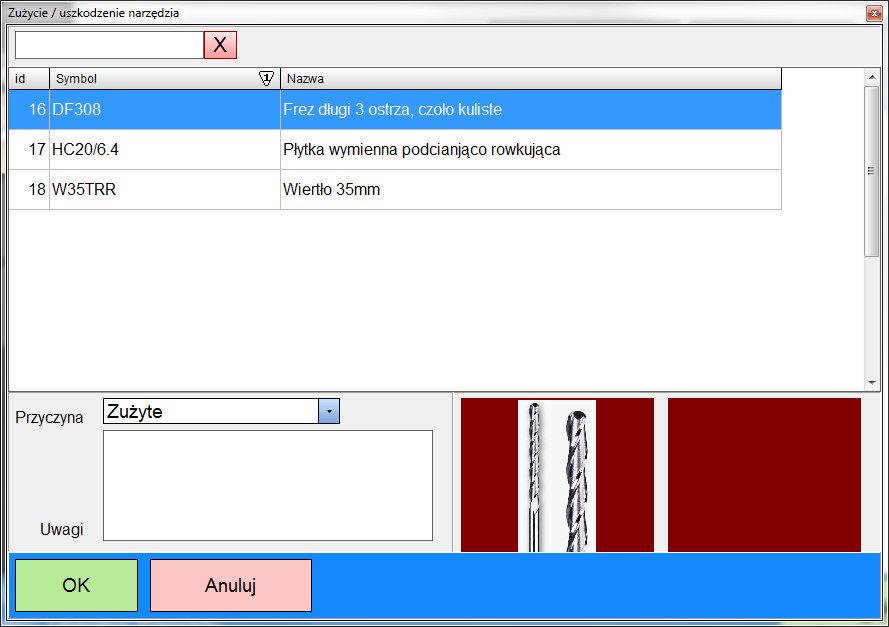
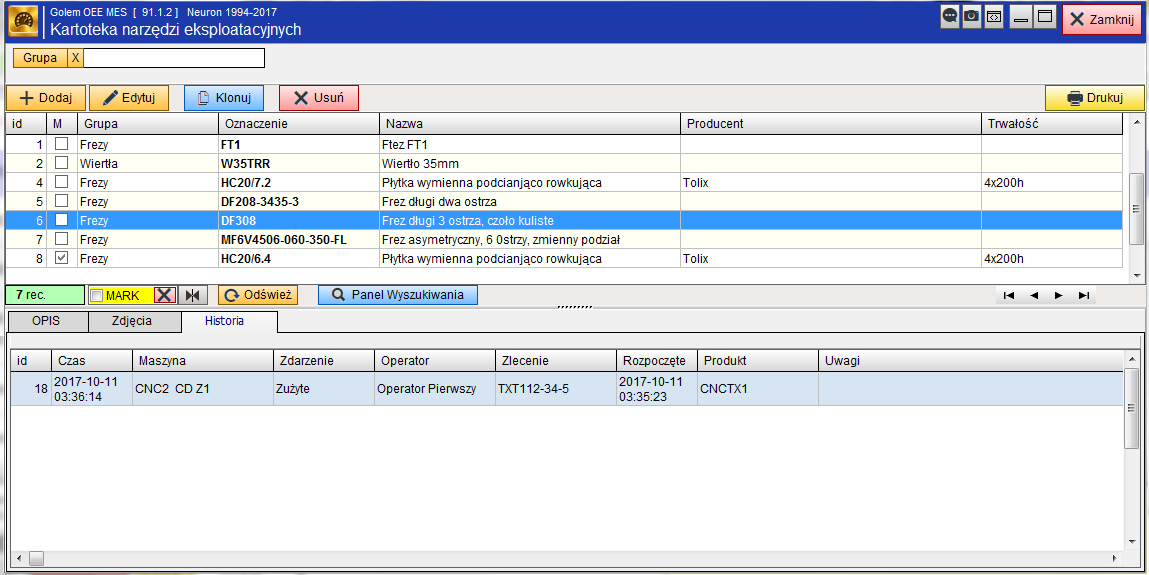
Okno w którym operator wprowadza informację o utylizacji narzędzia:
Informacja zostanie dodana do historii w kartotece narzędzi eksploatacyjnych:
oraz zostaje wygenerowane powiadomienie:

Energia i materiał

System pozwala na rejestrację zużycia energii elektrycznej z użyciem liczników energii z wyjściami impulsowymi.
Możemy więc kojarzyć pracę ( stan ) maszyny z ilością zużytej energii elektrycznej.
Kilka wynikających z tego profitów:
- Określenie zużycia energii przez maszynę w określonym czasie
- Określenie kosztu wykonania danej partii produktu wyrażonego w kWh
- Nadzór nad proporcjami zużycia energii - ile na efektywną pracę, ile w czasie postojów planowanych
System pozwala też na zliczanie przepływu materiału. Jest to bardzo prosta metoda polegająca na tym że po każdym cyklu liczniki materiału zwiększane są o masę materiału podanego jako parametr gramatura w zleceniu.
Jest to oczywiście metoda daleka od określenia rzeczywistego zużycia materiału przez maszynę ale daje jakiś obraz.
Wynika z tego korzyść dla przetwarzających tworzywa – można policzyć ilość energii na kilogram tworzywa. Możemy skrócić czas cyklu wtryskarki poprzez podniesienie temperatury. Maszyna będzie pracowała szybciej ale większa temperatura to większe zużycie energii.
Market
Market
Market to swego rodzaju pomocniczy magazynek którego stan zmniejszany jest z każdym cyklem maszyny.
W markecie może być od 1 do 10 komponentów. Operator ustala aktualną ilość komponentu w markecie a system
z każdym cyklem zmniejsza stan o określoną wartość.
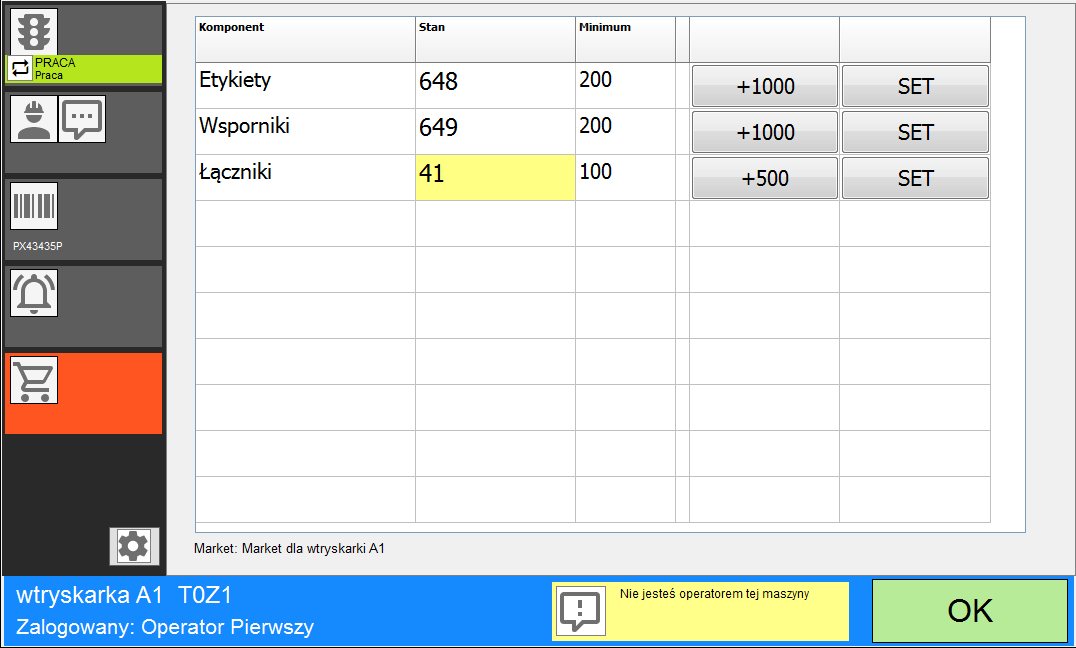
Po przekroczeniu ilości minimalnej danego komponentu system generuje powiadomienie o potrzebie uzupełnienia marketu.
Market może być przypisany do maszyny lub do produktu, a co za tym idzie do zlecenia
Takt
Niektóre maszyny mogą pracować ale nie produkować, mówiąc kolokwialnie pracować „na pusto”
Przykładem może być podajnik w lakierni do której elementy do malowania wjeżdżają zawieszone na hakach:
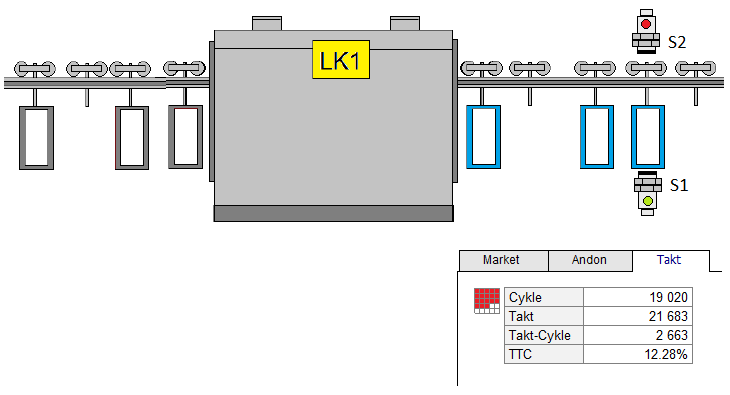
Jak widać na haku może, ale nie musi być element do malowania.
W tym przykładzie czujnik S1 liczy pomalowane elementy. To on generuje podstawowy sygnał dla nadzorcy LK1 monitorującego pracę tego urządzenia. Z kolei czujnik S2 liczy haki bez względu na to czy jest na nich produkt, czy nie ma. I to jest właśnie takt który może być liczony za pomocą odpowiednio skonfigurowanego asystenta.
Dzięki takiej konfiguracji znać będziemy nie tylko ilość produktów które przejechały przez urządzenie ale też ilość wszystkich haków. I różnicę między nimi na podstawie której wyznaczony jest wskaźnik TTC określający różnicę
w procentach.
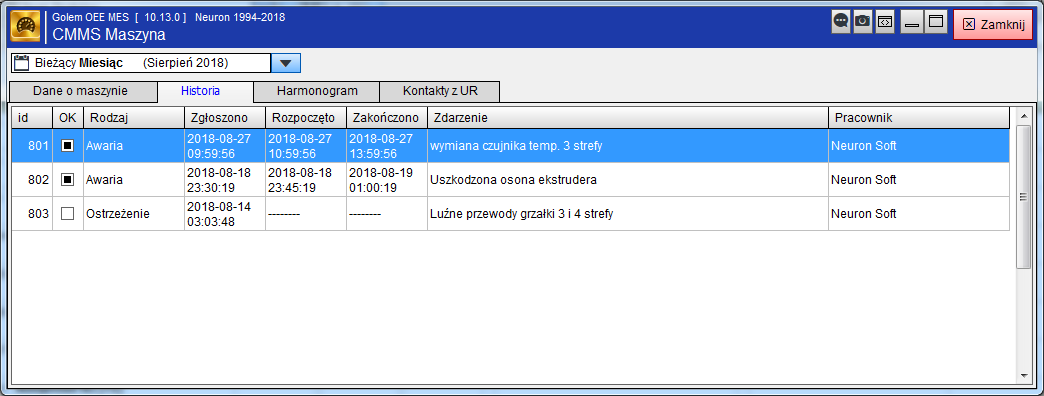
Współpraca z CMMS
System Golem może współpracować z naszym programem dla służb utrzymania ruchu CMMS Maszyna.
Dostępne są następujące funkcjonalności związane ze współpracą programu (zależnie od konfiguracji)
- System Golem może aktualizować liczniki motogodzin programu CMMS Maszyna dzięki czemu możemy definiować przeglądy okresowe wymagalne po określonym czasie pracy
- Wpis do rejestru zgłoszeń awarii programu cmms informacji o zmianie statusu na awarię
- Wpis do rejestru zgłoszeń awarii programu cmms informacji o wezwaniu pomocy technicznej z wykorzystaniem systemu Andon
- Dostęp do terminala zgłoszeń awarii z poziomu panelu operatora
- Podgląd harmonogramu przeglądów i historii awarii
Motogodziny
Poza licznikami czasów poszczególnych stanów ( statusów ) system liczy dla każdej maszyny jej motogodziny.
W przeciwieństwie do czasu pracy maszyny rozumianego jako czas jej aktywności produkcyjnej motogodziny
służą głównie do określania jej czasu eksploatacji a pośrednio zużycia.
Do dyspozycji mamy kilka metod pomiaru motogodzin. Czas motogodzin liczony jest gdy:
- biegnie czas efektywnej pracy
- biegnie czas efektywnej pracy i mikro postojów
- aktywny jest status PRACA
- dowolny status poza Postojem planowanym
- aktywne jest wejście asystenta motogodzin
Wyjaśnienia wymaga ostatnia metoda. Powiedzmy że mamy prasę z pompą hydrauliczną. Możemy podłączyć sygnał pompy do wejścia koncentratora i skonfigurować odpowiednio asystenta. Wtedy czas motogodzin będzie liczony podczas załączenia pompy a nie aktywności maszyny która może nic nie robić przy załączonej pompie.
Wersje językowe
Istnieje możliwość zmiany języka programu klienckiego Golem_OEE_Mes_Client. Słowniki z językami przypisane są do konkretnej kopii programu co pozwala np. na jednym komputerze zainstalować dwa programy z dwoma różnymi językami. To z kolei pozwala na przykład aby przełączyć się na wersję obcojęzyczną i wygenerować w niej raport który zostanie wysłany do centrali. Innym zastosowaniem zmiany wersji językowej jest tworzenie stanowisk dla obcojęzycznych pracowników.
Wersje językowe