Asystenci
Każdy nadzorca może posiadać jednego lub więcej asystentów którzy wykonują na jego rzecz pewne usługi inicjowane zmianą stanu na przypisanym do asystenta wejściu.
Każdemu asystentowi nadajemy nazwę, wskazujemy dla jakiego nadzorcy mają „pracować”,
jakiego rodzaju ma być to praca, np. doliczanie braków, energii, produktu, generowanie zdarzeń do rejestru itp.
Określamy też numer wejścia koncentratora i ewentualne filtry sygnału wejściowego.
No i dodatkowe parametry dla konkretnego, wybranego rodzaju asystenta.
Pomiar energii dla wycinarek
Aktywujemy pierwszego wolnego asystenta, przypisujemy go do Wycinarki LA1 oraz ustawiamy w tryb liczy kWh
Dla licznika energii musimy określić przelicznik który określa ile kWh doliczyć do liczników po każdym impulsie na wejściu.
Analogicznie dodajemy pomiar energii dla wycinarki LA2:
Teraz możemy ( pamiętając o przeładowaniu ustawień w stacji ) przyjrzeć się pracy asystenta i zmianom licznika kWh w licznikach nadzorcy.
oraz zobaczyć w panelu informacyjnym jak liczona jest energia
Asystent zdarzeń On/Off
Powiedzmy że poza sygnałem pracy lasera który używamy do sterowania nadzorcy (liczy czas pracy) mamy dodatkowy sygnał który pojawia się gdy trwa przetwarzanie programu całego rozkroju.
Wykorzystamy go do generowania komunikatów w rejestrze zdarzeń OnOff pokazujących kiedy zaczęto i kiedy zakończono program.
I testujemy jak działa asystent zmieniając stan wejścia nr 7
Kartoteki
Zanim przygotujemy model wpierający obsługę zleceń produkcyjnych kilka słów jak system obsługuje zlecenia.
- Operator wpisuje ręcznie wszystkie parametry zlecenia – tryb mało użyteczny ze względu na ilość potencjalnych błędów
- Przygotowujemy kartotekę produktu a operator wybiera produkt i dopisuje numer zlecenia i opcjonalnie ilość zamówioną.
- Zlecenia przygotowujemy w menadżerze zleceń a operator li tylko wskazuje które będzie robił.
W modelu dla wtryskarek KM użyjemy drugiej metody.
Dlatego przygotujemy dwie kartoteki: narzędzi i produktów.
Narzędzia
Dodajemy do kartoteki formy wtryskowe. Podajemy symbol, nazwę, opis ale też parametry zlecenia charakterystyczne dla tego narzędzia – mogą one zostać użyte przy tworzeniu produktu lub zlecenia
w formie swego rodzaju sugestii.
Produkty
Informacje z kartoteki produkty służą do stworzenia zlecenia produkcyjnego, czy to przez operatora który uzpełni dane czy przez osobę z nadzoru która stworzy zlecenia dla operatora.
Do produktu możemy „dopisać” konkretne maszyny tak aby osoba tworząca zlecenie mogła odfiltrować te produkty które zostały stworzone z myślą o jego maszynie. Kolumna Asv oznacza że do produktu nie dopisano żadnej maszyny.
Karta informacyjna produktu
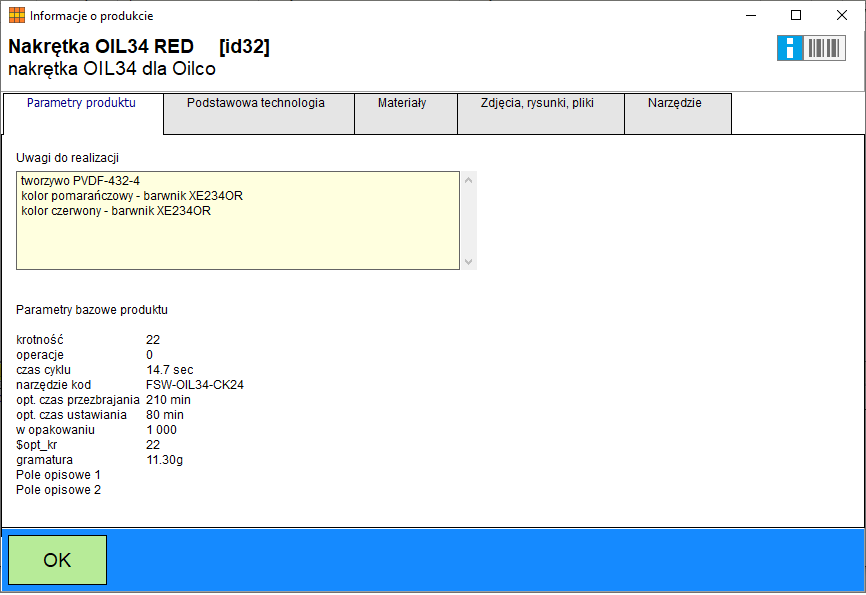
Dla każdego produktu możemy przygotować kartę informacyjną do której może zajrzeć np. operator w trakcie realizacji zlecenia. Karta zawiera:
- Wszystkie domyślne parametry produktu
- Dwa pola opisowe ( możemy zdefiniować ich nazwy) gdzie możemy podać np. opis nastaw
- 4 zdjęcia, linki do plików pdf albo linki www do wykorzystania w aplikacji mobilnych
- Jeśli z produktem skojarzone jest narzędzie to dochodzi zakładka z jego opisem i zdjęciami
Wtryskarka ze zleceniem
Model
Podobnie jak w przypadku wycinarek Ustawiamy sposób sterowania statusem na „status Rozszerzony sterowany przez operatora” dodając kilka pozycji do słownika definicji.
Pamietajmy o ustawieniu numeru statusu dla domyślnego postoju planowanego i pracy co będzie nam potrzebne dla operacji seryjnych i dla automatycznej zmiany statusu na praca.
Zaznaczamy że maszyny będą korzystały ze zleceń produkcyjnych i wybieramy tryb „Operator wybiera produkt, dodaje numer ilość zamówioną”.
Zwróćmy uwagę na bardzo ważne ustawienie „ilość zamówiona” które decyduje czy będziemy używać celu, czy będziemy podawać ile danego produktu jest do wykonania w ramach zlecenia”
Ważnym ustawieniem z punktu widzenia wskaźnika OEE jest sposób liczenia czasu przezbrajania i ustawiania.
Jeśli chcemy z niego korzystać to czas TPX i TPU może być zdefiniowany w zleceniu ( produkcie) gdyż może być różny dla różnych produktów.
Podobnie podstawa czasu OCC w określeniu sposobu liczenia czasu efektywnej pracy oraz krotność w sposobie liczenia produktu możemy określić jako parametry pobierane z definicji zlecenia.
Klasyfikacja braków
Aby skorzystać z dobrodziejstwa klasyfikacji braków najpierw musimy zdefiniować słownik kategorii podobnie jak słownik dla statusu rozszerzonego.
W modelu ustawiamy obsługę braków na „dodawanie ręczne z uwzględnieniem klasyfikacji”
Następnie definiujemy listę kategorii wspieranych przez model.
Zwróćmy uwagę na sposób liczenia odpadu: dodanie braków o określonej kategorii ( tu kategoria z ID=8 ) spowoduje jednocześnie zwiększenie licznika odpadu.
Nadzorca i uzupełnienie grupy
Uruchamiamy wtryskarkę KMPX1
Po przeładowaniu stacji i programu klienckiego w panelu operatora tworzymy nowe zlecenie produkcyjne.
Wybieramy produkt i dopisujemy nazwę zlecenia i ilość zamówioną.
Następnie zmieniamy status na przezbrajanie: instalacja formy
Po czasie zmienimy status na praca : praca.
Zwróćmy uwagę że w statusie rozszerzonym praca też może mieć różne klasyfikacje, tu np. mam serię próbną.
Uruchamiamy symulator wejść aby system zaczął liczyć produkt.
Po jakimś czasie dodamy braki z uwzględnieniem ich klasyfikacji.
No i zerkniemy na panel informacyjny jaki jest status realizacji naszego zlecenia
Po kilku godzinach pracy mozemy zerknąć na przebieg zlecenia w aplikacji serwujacej wizualizację na TV
Narzędzia
Opis konfiguracji
W każdym z programów możemy podejrzeć kompletny opis konfiguracji wybranego nadzorcy
Możemy też wygenerować opis wszystkich użytych w systemie nadzorców.
Mapa wejść koncentratorów
Zanim weźmiemy narzędzia i pójdziemy podłączać sygnały z maszyn dobrze jest wydrukować sobie „rozpiskę”
jakie sygnały podłączone są do jakich wejść koncentratora(ów)
Pamiętajmy że możemy w sumie użyć aż 512 wejść w 8 koncentratorach które mogą mieć dużo różnych funkcji i z czasem coraz łatwiej się pogubić.
Mapa ta ma też pewną funkcję diagnostyczną. W naszym przykładzie popełniliśmy błąd ustawiając to samo wejście dla dwu maszyn. Na wydruku widać że wejście nr 11 nie ma przypisanej żadnej funkcji a do wejścia nr 12 przypisano dwu nadzorców: sv7 i sv8.
Seryjne dodawanie nadzorców
Zdarza się że mamy większą ilość identycznych z punktu widzenia systemu maszyn.
Możemy wtedy skorzystać z narzędzia do seryjnego dodawania nadzorców.
Pamiętajmy jednak że indywidualne ustawienia takie jak np. numery wejść sterujących statusem musimy dla każdego nowego nadzorcy ustalić indywidualnie.
Nowe maszyny dodajemy do odpowiednich grup
Symulator maszyn
Nie mylić z symulatorami koncentratorów ;)
Do dyspozycji mamy 7 symulatorów maszyn przydatnych do celów testowych i szkoleniowych.
Aby skonfigurować symulator podajemy numer SV. Automatycznie zostanie wykryty asystent energii który też może być symulowany.
Wyjście może być „pulsować” z czasem T1 albo być załączane na czas Ti i wyłączane na czas T2 ( tryb onoff)
Możemy określić poziom zakłóceń/niestabilności zmian stanu.