Zmiana metody obsługi zleceń wtryskarek KM
Tym razem nie dodamy nowej maszyny a zmienimy sposób działania maszyn KM, a dokładniej sposób obsługi zleceń. W obecnej konfiguracji operator wskazuje produkt i ręcznie dopisuje numer zlecenia i ilość zamówioną.
Teraz zrobimy tak że operator będzie li tyko wybierał zlecenie z listy przygotowanej w menadżerze zleceń przez osobę odpowiedzialną za plan produkcji.
Zmiana w modelu
W zasadzie wystarczy tylko zmienić sposób zmiany zlecenia:
Menadżer zleceń
Teraz w programie klienckim otwieramy menadżer zleceń. Pomimo wybrania grupy wszystkie maszyny widzimy tylko wtryskarki KM bo tylko one mają obsługę zleceń.
Dodajemy zlecenie do listy zleceń oczekujących przy którego tworzeniu posiłkujemy się produktem z kartoteki produktów.
Dodajemy jeszcze dwa inne zlecenia dla maszyny KMPX1
Przyciskiem podgląd operatora zobaczymy listę zleceń taką jak ją zobaczy operator podczas tworzenia zlecenia.
Widzimy tylko dwie pozycje bo pozycja z ID 145 jest oznaczona jako niewidoczna dla operatora.
Dodajmy jeszcze dwa zlecenie dla maszyny KMPX4
Uruchamiamy zlecenie
Tym razem do uruchomienia zlecenia skorzystamy z aplikacji panelu operatorskiego skalowanego dla tabletu.
Po wybraniu opcji nowe zlecenie pojawia się lista zleceń. Odpowiednie zlecenie wybieramy przyciskiem OK.
Uruchomiliśmy symulator maszyny, dodaliśmy kilka braków, odczekaliśmy trochę czasu i tak wygląda podgląd zlecenia dla operatora:
Asystent liczenia braków
Jedna z naszych wtryskarek KMPX3 ma system wizyjny z wyrzutnikiem braków. Dodamy wiec asystenta który będzie dodawał braki po każdym impulsie z wyrzutnika.
Do słownika kategorii braków dodaliśmy kategorię „system wizyjny” która ma nr id=9. Ustaliliśmy że braki z wyrzutnika będą „nabijać” tę kategorię.
Normalnie po każdym impulsie asystent dodał by ilość braków ustaloną parametrem Kx. Jednak nasz wyrzutnik odrzuca wszystkie produkty z całego wtrysku. Dlatego zaznaczyliśmy opcję „ilość braków wg krotności nadzorcy”
co spowoduje że jeśli forma ma np. 8 gniazd to po każdym impulsie zostanie dodanych 8 braków.
Maszyna CNC a liczenia produktu
W przypadku maszyn pracujących cyklicznie takich jak nasze wtryskarki łatwo pozyskać sygnał który jednocześnie odlicza czas pracy ( albo odliczanie czasu optymalnego inicjuje ) i liczy cykle przeliczane na produkt.
Gorzej jest z pozyskaniem takiego sygnału dla maszyn takich jak maszyny CNC.
Dlatego istnieje możliwość rozdzielenia liczenia czasu pracy i cykli maszynowych na dwa oddzielne wejścia za pomocą asystenta liczenia produktu.
Maszyna CNC1 z oddzielnym sygnałem liczącym produkt
Pierwszą maszynę CNC skonfigurujemy tak aby jej nadzorca nie liczył produktu a liczenie to scedujemy na asystenta.
Tworzymy nadzorcę CNC DEMI 2 z przypisanym wejściem 20 którego stan wysoki będzie naliczał czas pracy.
Asystenta ustawiamy w tryb liczenia produktu, ustawiamy krotność 1 i przypisujemy wejście 21.
Teraz po każdym impulsie na wejściu 21 liczniki produktu zostaną zwiększone o 1.
Maszyna CNC z ręcznym dodawaniem produktu
Kolejną maszynę skonfigurujemy taż że to operator będzie wpisywał produkt w analogiczny sposób jak operator wpisuje braki. W dowolnym momencie będzie mógł dodać jeden lub kilka produktów które zostaną dodane do aktualnych liczników.
Zwróćmy uwagę że w konfiguracji tego modelu wyłączono liczenie produktu/
Po utworzeniu nadzorcy możemy w panelu operatora dodać produkt. Dzięki temu w panelu informacyjnym ukryta zostanie zakładka „Cykl”. Przy tym sposobie wprowadzania produktu wydajność i czas cyklu mogą by wyglądać dość chaotycznie więc czasami lepiej te informacje wyłączyć.
Po utworzeniu nadzorcy możemy w panelu operatora dodać produkt
Pseudo zlecenie
Dla naszych maszyn CNC skonfigurowaliśmy tzw. pseudo zlecenie.
Praca z pseudo zleceniem ogranicza się do kasowania grupy liczników zlecenia i wygenerowania nowego ID w czasie tego kasowania.
Status sterowany wejściami
Najczęściej operator zmienia status za pomocą programu lub aplikacji. Jednak popularną metodą jest zmiana statusu za pomocą kombinacji wejść. Powtórzmy, kombinacji wejść a nie pojedynczych wejść, czyli status kodowany jest za pomocą kodu NCD na 2,3 lub 4 wejsciach.
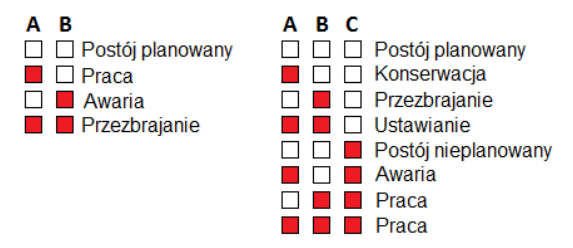
Stany wejść AB i ABC dla kodowania statusu
Pakowarka P1 sterowana wejściami AB
W modelu wybieramy sterowanie statusem za pomocą wejść AB. W nadzorcy ustawiamy odpowiednie wejścia A i B.
Nie
mylić wejść sterującym statusem z wejściem głównym sterującym praca nadzorcy co się czasami zdarza.
Po przeładowaniu ustawień możemy w podglądzie nadzorcy w stacji zobaczyć jak działają wejścia sterujące statusem.
Zwróć uwagę na pozycję „Timer” bo od fizycznej zmiany wejścia do zmiany statusu musi upłynąć pewien czas
aby zniwelować „przeskakiwanie” po pozycjach ewentualnego przełącznika.
Pakowarka P2 sterowana wejściami ABC
W kolejnym modelu ustawiamy sterowanie statusu wejściami AB i C a w nadzorcy wejścia sterujące A,B i C
I ponownie podgladamy jak zmiana stanu wejsć ABC wpływa na zmianę statusu
Status rozszerzony sterowany wejsciami ABC lub ABCD
Statusem rozszerzonym możemy też sterować za pomocą wejść ABC lub ABCD.
Tak jak podczas sterowania statusem podstawowym porządek ustalony jest na stałe tak dla statusu rozszerzonego definiujemy kombinację wejść dla każdej pozycji z osobna.
W modelu w tabeli statusów rozszerzonych w kolumnie ABCD dla każdej pozycji możemy ustawić dowolną kombinację bitów sterujących.
Oczywiście możemy kombinację ustawić po kolei: 0,1,2,3 itd. Ale gdy mamy przełącznik wielopozycyjny to nie zawsze kolejność może nam odpowiadać. Możemy też trafić na przełącznik który nie jest kodowany w BCD a w innym kodzie.
Przerwa technologiczna
Jak popatrzymy na wykres statusu to widzimy że z lewej strony zgrupowano przyczyny „nie pracy” takie jak postój planowany czy awarie. Z prawej strony mamy podział statusu praca na efektywną pracę, mikro postoje, czas nieoznaczony i …. przerwy technologiczne Pt1 i Pt2.
W skrócie przerwa technologiczna działa tylko podczas statusu PRACA, wyzwalana jest za pomocą zewnętrznego sygnału i pozwala na do precyzowanie powodu dla jakiego maszyna nie pracowała choć powinna.
Uzupełnimy naszą maszynę CNC o dwa dodatkowe sygnały: sygnał otwarcia osłony i sygnał z czerwonego segmentu lampy sygnalizacyjnej.
W modelu ustalamy nazwy i sposób pracy przerwy technologicznej.
W nadzorcy ustawiamy numery wejść koncentratora do których podłączono sygnały sterujące
W stacji możemy podejrzeć stan tych wejść na podglądzie danych nadzorcy. Widzimy też jak zmieniają się liczniki czasu pt1 i pt2
Przykładowe dane zebrane w ciągu 1,5 godziny 2 zmiany:
Widzimy że osłona była w tym czasie statusu PRACA otwarta przez 7 minut a lampa sygnalizowała awarię przez 4 minuty i 30 sekund. Dodatkowo dla Pt1 mamy licznik który mówi że osłonę otwarto 6 razy.
Połączenie z CMMS Maszyna SMART
Aby połączyć się z bazą danych w ustawieniach globalnych należy załączyć obsługę CMMS z zaznaczeniem że chodzi o wersje SMART. Wpisujemy ścieżkę do bazy danych.
Aby skojarzyć konkretnego nadzorcę z konkretną maszyną w programie CMMS należy odczytać wartość ID z kartoteki obiektów i wprowadzić do odpowiedniego pola w ustawieniach nadzorcy.
Następnie określamy jakie funkcje współpracy dla tego nadzorcy będzie aktywne.
Aby zweryfikować wprowadzone połączenie możemy skorzystać z przycisku CMMS który pojawi się w tabelce na zakładce raporty.